製造業における品質管理の中で、製品の寸法や表面仕上げの精度は非常に重要です。その中でも、「ボーリング加工」は、穴加工の精度を保証し、製品全体の品質を向上させるための不可欠なプロセスです。この加工方法では、特に高い寸法精度、位置精度、形状精度が求められます。ここでは、ボーリング加工における精度について、その種類や向上させるためのポイントを詳しく解説します。
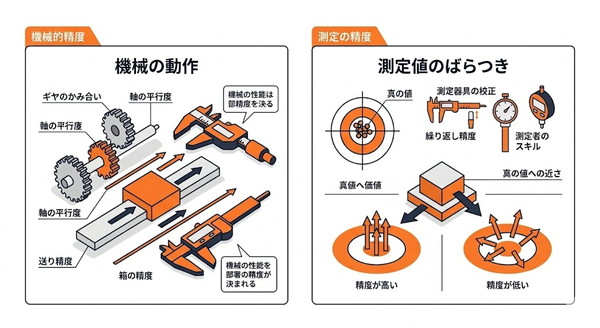
ボーリング加工の精度は以下の3つの観点から評価されます。それぞれの精度が満たされない場合、製品の機能や寿命に影響を及ぼす可能性があります。
寸法精度は、加工された穴の直径が設計で指定された寸法にどれだけ近いかを示します。この精度は製品の組み立てや性能に直結するため、わずかな誤差も許容されません。たとえば、自動車エンジンのシリンダー穴では、直径の誤差がエンジン性能に悪影響を及ぼす可能性があります。
位置精度は、加工された穴が設計上の正確な位置にあることを保証するものです。穴が予定した位置からずれると、組み立て後の部品同士が適切にかみ合わなくなる可能性があります。特に航空機や宇宙産業の分野では、数ミクロン単位の位置精度が求められることもあります。
形状精度は、加工された穴が設計通りの形状を保っているかどうかを測定します。円筒形の穴であれば、真円度や真直度が重要な指標となります。形状が崩れると、部品の動作不良や摩耗が発生しやすくなります。
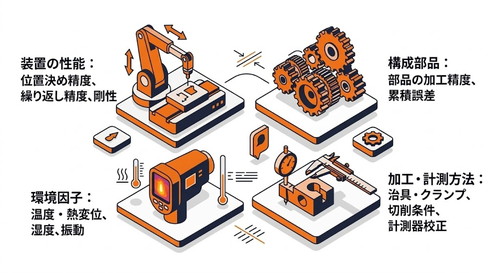
ボーリング加工で高い精度を確保するためには、いくつかの重要な要素に注意を払う必要があります。以下では、それぞれの要素について詳しく説明します。
ボーリングバーの種類や材質の選定は、加工精度を大きく左右します。一般的には、超硬合金やセラミック製のボーリングバーが高精度加工に適しています。また、工具の刃先形状は加工する材料や仕上げ面の要求に応じて最適化する必要があります。
加工を行う旋盤やマシニングセンターそのものが高精度でなければ、要求される寸法や形状精度を実現することは困難です。さらに、機械の剛性や温度変化に対する安定性も重要な要因です。たとえば、高精度のボーリング加工を行う際には、機械全体が振動を抑えた設計になっていることが理想的です。
切削速度、送り量、切削深さは、加工精度に直接影響を与えます。これらの条件を適切に調整することで、工具の振動や材料の変形を最小限に抑えることができます。たとえば、薄肉部品を加工する際には低速で安定した切削条件が必要になります。
切削中に発生する熱は、工具や材料に悪影響を及ぼします。冷却液や潤滑剤を適切に使用することで、熱の発生を抑え、工具の摩耗や加工面の荒れを防ぐことが可能です。また、潤滑が適切であると、工具寿命が延びる効果も期待できます。
加工後の製品を正確に測定し、その結果を次の加工にフィードバックすることが精度向上の鍵です。接触式の測定器や非接触式の三次元測定機を活用し、細かな誤差まで検出することが求められます。また、リアルタイムで測定結果を確認できるシステムを導入すると、加工精度の向上に効果的です。
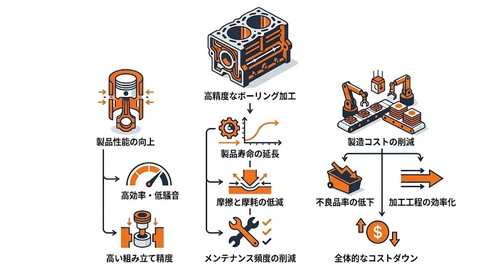
ボーリング加工で高い精度を確保することにより、以下のようなメリットが得られます。
ボーリングの加工精度は、製品の組み立てや性能に直結するためわずかな誤差も許されません。寸法、位置、形状それぞれの精度が満たされなければ製品に影響が出る恐れがあります。加工精度を確保するためには適した工具を選定すること、機械の精度を維持することや加工後の製品測定やフィードバックも重要となります。
ボーリングの加工精度が高まることにより、製品の品質向上、生産効率アップ、コスト削減などの効果が期待できるため、加工を依頼する際には信頼できる業者を選ぶことが大切です。こちらのサイトでは、加工目的別のおすすめボーリング加工会社を紹介しています。加工精度を高めるため、ぜひ参考にしてください。
製造部品に応じた精度要求にしっかり応えられる、信頼性の高い技術や実績を持ったボーリング加工会社を選ぶことは、再検査・差戻しの工数を考慮すると、トータルコストの削減に繋がります。ここでは「治具ベース・鋳物」「大物部品」「アルミ加工部品」と用途が異なる部品分類に着目し、信頼できるおすすめの加工会社を厳選紹介します。

| 主な設備 | 5軸+5P マシニングセンタ[YASDA]YBM 8T-63TT |
|---|

| 主な設備 | 5面加工門形 マシニングセンタ[オークマ]MCR-A5C |
|---|
| 主な設備 | 5軸マシニングセンタ[松浦機械]MAM72-63V |
|---|
(※1)参照元:北條製作所( https://hojo-s.co.jp/about/)※2024年10月調査時点