
「鋳物(いもの)部品の加工先が見つからない」「加工不良(巣、寸法誤差)が多くて困っている」「鋳物への高精度なボーリング加工に対応してもらえない」などのお悩みはありませんか。
鋳物加工は、一般的な金属加工とは異なる特有の難しさがあり、多くの受託加工業者が対応をためらう分野でもあります。この記事では、鋳物加工の基礎知識から、なぜ加工が難しいとされるのか、その理由と背景について解説します。
鋳物(いもの)とは、鉄、アルミ、銅、真鍮などの金属を、その金属が溶ける温度(融点)よりも高い温度で加熱して完全に溶かし、液体状になった金属を、砂や金属で作られた「鋳型(いがた)」に流し込み、冷やし固めて作られる製品や素材のことです。この製造方法そのものを「鋳造(ちゅうぞう)」と呼びます。
自動車のエンジン部品、産業機械の複雑な形状のケーシング(外枠)、建設機械の大型部品、家庭用のマンホールの蓋や調理器具(鉄瓶など)に至るまで、あらゆる場所で鋳造技術が使われています。
金属部品の製造方法として、「鋳造」としばしば比較されるのが「鍛造(たんぞう)」です。これらは根本的に異なる製造プロセスであり、それぞれに得意・不得意があります。
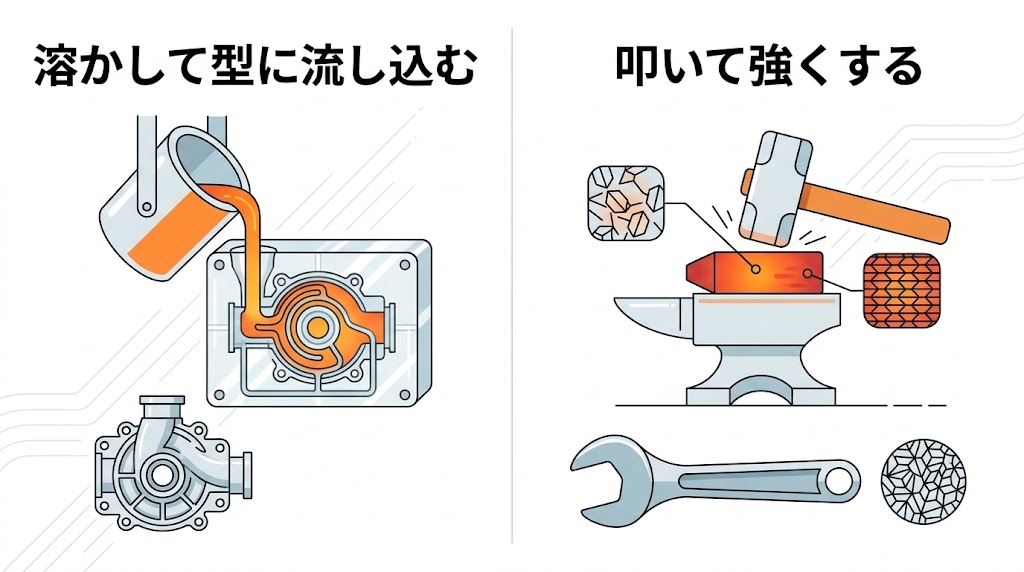
「鋳造」は、上記で説明した通り、金属を「溶かして」型に流し込む方法です。液状の金属が型の隅々まで行き渡るため、非常に複雑な形状や立体的なデザインの製品を作ることに適しています。
一方、「鍛造」は、金属を高温で熱し、柔らかくなった状態(固体)で、巨大なハンマーやプレス機を使って「叩いたり」「押しつぶしたり」して圧力を加え、金属内部の結晶を整えながら成形する方法です。日本刀の製造工程をイメージすると分かりやすいでしょう。
圧力をかけることで金属内部の組織が密になり、強度や粘り強さが格段に向上するため、高い耐久性が求められる部品(例:自動車のクランクシャフト、工具のレンチ)の製造に向いています。ただし、叩いて成形するため、鋳造ほど複雑な形状を作るのは困難です。
| 項目 | 鋳造(キャスティング) | 鍛造(フォージング) |
|---|---|---|
| 製造方法 | 金属を溶かし、型に流し込んで冷やす | 金属を熱し、叩いて圧力をかけて成形する |
| 形状自由度 | 高い(非常に複雑な形状、中空構造も可能) | 低い(比較的単純な形状に限られる) |
| 機械的強度 | 普通(内部の結晶がランダム) | 高い(結晶が整い、組織が緻密になる) |
| コスト・ロット | 型代は必要だが、量産時の単価は安い傾向 | 金型代が高く、プレス設備も大掛かりになりがち |
| 主な用途 | エンジン部品、ポンプケーシング、マンホール | 工具、自動車の重要保安部品、ジェット機部品 |
鋳物加工とは、鋳造によって作られた鋳物部品(素材)に対し、機械を使って不要な部分を削ったり、穴を開けたり、表面を滑らかにしたりする後工程のことです。一般的に「切削加工」や「研削加工」と呼ばれる作業を指します。
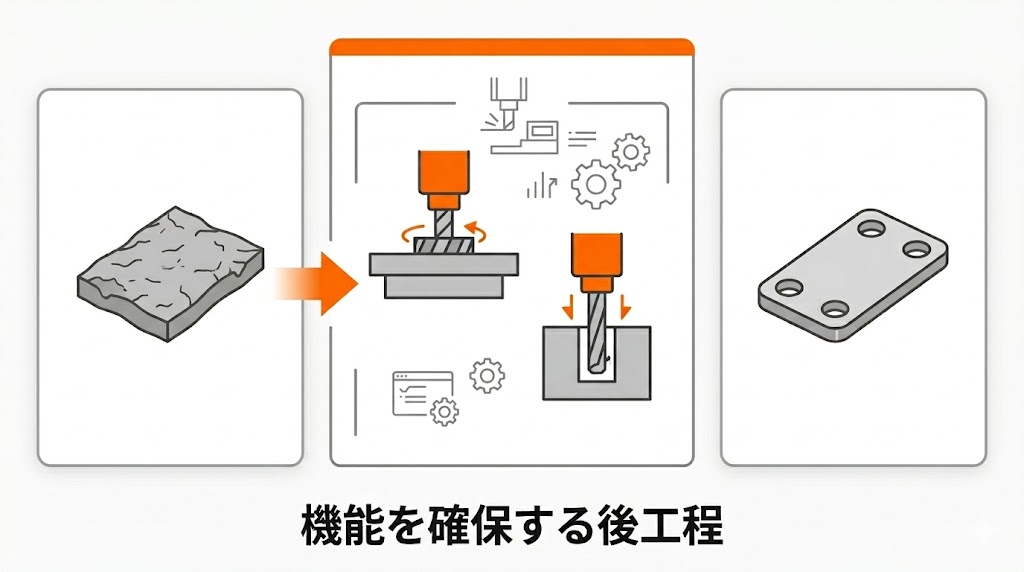
前述の通り、鋳造されただけの「鋳放し」の状態では、表面はザラついており、寸法も精密ではありません。例えば、設計図で高い寸法精度が要求される穴があっても、鋳造だけではその精度を満たすことは難しく、ある程度の誤差が生じるのが一般的です。
こうした鋳造ままの形状を、高精度なボーリング加工(内径仕上げ)によって設計通りの寸法に仕上げたり、他の部品と正確に接合できるようフライス加工で平面を精密に整えたりするのが、鋳物加工の役割です。
製品として必要な機能(例:ベアリングが隙間なく収まる、オイルが漏れないように密閉する)を確保するために、鋳物加工は欠かせない工程なのです。
鋳物加工の大きな特徴は、「鋳造」という素材製造のメリット(複雑形状・量産性)と、「切削加工」という精密化技術を組み合わせる点にあります。最初から全ての形状を金属のブロックから削り出す(総削り出し)のに比べ、鋳造で最終形状に近い形(ニアネットシェイプ)を作っておくことで、削る量(切削量)を最小限に抑えられます。これにより、加工時間の短縮と材料の節約が可能になります。
非常に複雑な形状を持つ製品も、ひとつの工程で製造できる点が鋳物のメリットです。切削加工で行う場合には多くの工程や特殊工具が必要になる複雑なデザインを作る場合でも、鋳造であれば比較的容易に形成が可能です。さらに、鋳型を一度製作すれば同じ形状の製品を効率よく生産し続けられるという面もあります。このような点から切削加工と比較すると生産効率が高く大量生産や大ロット向きといえます。
ただし、鋳造だけでは表面仕上げや精度といった面で限界があることから、高い精度を要求される場合には切削加工をはじめとする二次加工を要します。さらに、鋳型を製作するには時間とコストがかかることから、小ロットの製造を行うケースにおいては切削加工の方がコスト面で優位な場合もあります。
鋳物に切削加工などの二次加工が必要な理由は、「精度を向上するため」「表面仕上げの改善」といったものが挙げられます。鋳物加工の後に切削加工を行うことによって、求められている寸法精度や形状精度を確保する、表面の荒さを除去して滑らかな表面を作るといったことが可能になります。
また、切削加工を行うことによって特定寸法の穴あけや特殊形状の溝を加工するといったように、特定の機能や特性を背作り出すことも可能ですし、組み立て工程での適合性を高めるためにも二次加工が不可欠となります。
鋳物の製造過程で生じる不良はさまざまです。一般的に見られる不良としては、下記のようなものがあります。
鋳物加工はメリットが大きい反面、一般的な鋼材(圧延材)の加工に比べ、加工難易度が高いとされています。特に高精度が要求されるボーリング加工(内径仕上げ加工)では、その難しさが顕著になります。
鋳物は金属を冷やし固める際、内部にガスや収縮による微細な空洞(巣)が発生しやすい特性があります。鋳物では構造上、内部に空洞が発生するリスクを完全にはゼロにできないため、注意が必要です。見た目では分からなくても、加工中にこの「巣」に刃物が当たると、突然抵抗が変わり、工具が欠けたり、最悪の場合は破損につながります。また、製品の機能面でも、穴の側面に「巣」が表面化すると、そこから油やガスが漏れる原因となり、不良品と判定されます。
鋳物の表面(鋳肌)は、鋳型に使われる砂や、高温の金属が空気に触れて冷えることでできる酸化被膜で覆われています。この鋳肌は酸化膜や砂粒の焼付きにより母材よりも硬く、切削抵抗が大きくなります。比喩的に言えば、ヤスリの上を削るような感覚です。一方で、鋳物の内部は比較的柔らかいなど、一つの部品の中でも硬さが均一ではありません。硬い表面と柔らかい内部を同時に切削するため、工具の刃先は急激な負荷変動にさらされ、摩耗が激しくなり、加工精度が安定しにくいのです。
上記の理由(巣、硬い鋳肌、材質の不均一性)により、切削工具の刃先がすぐに摩耗・破損します。高精度なボーリング加工に使用する工具は高価なものが多く、その交換頻度が上がれば、工具代が想定以上にかさみます。それだけでなく、工具交換のために機械を止める時間(段取り時間)も増え、生産性が低下し、結果として加工コストが大幅に上昇します。
鋳物は複雑な曲面や傾斜を持った形状(自由曲面)が多いため、加工機(マシニングセンタなど)のテーブルに安定して固定すること自体が困難です。高精度な加工を行うには、部品がわずかにも動かないよう安定して固定する必要がありますが、鋳物の複雑な形状に合わせて固定するには、その部品専用の「治具」と呼ばれる固定具を設計・製作する必要があります。この治具設計にも高度なノウハウが求められます。
「鋳物加工」と検索しても、積極的に「対応可能」と謳う加工業者が少ないのには、明確な理由があります。それは、前述の「難しさ」が受託する工業者側の経営リスクに直結するからです。
鋳物の内部欠陥(巣)は、多くの場合、加工してみないと分からない「隠れた地雷」のようなものです。例えば、複数の工程を経て、最後の仕上げである高精度ボーリング加工の段階で「巣」が発見された場合、そこまでの加工時間、使用した工具代、機械の稼働費、人件費が全て無駄になります。このリスクは加工業者が負うことが多く、不良率が高いと利益が出ないどころか赤字になります。
鋳物の硬い鋳肌や不均一な材質は、加工機械の主軸や工具に大きな負荷を与えます。これを日常的に行うと、主軸やベアリングの摩耗が進み、長期的な精度維持やメンテナンスコストに影響を及ぼすことがあります。鋳物加工を専門としない業者が安易に受注すると、自社の設備や工具管理の体制が崩れ、採算が合わないと判断するのです。
鋳物加工で安定した品質を出すには、「この材質ならこの工具」「この形状ならこの手順で固定する」といった、長年の経験に裏打ちされた加工ノウハウ(暗黙知)が必要です。マニュアル化が難しいこれらのノウハウがないまま安易に受注すると、不良の山を築き、納期遅延やクレームにつながるため、多くの業者は敬遠しがちです。
鋳物を加工する際に発生する切粉・粉じんが、工作機械に影響を与える可能性があります。例えば、切粉や粉じんが工作機械の隙間に入り込んでしまうと目詰まりや摩耗につながるため、しっかりと対策しないと、工作機械の寿命が短くなる可能性もあります。
さらに工作機械だけではなく、切粉・粉じんは作業環境にも悪い影響を及ぼすこともあります。加工時に発生した切粉・粉じんを作業者が吸い込むことによって健康被害につながるケースも考えられます。
このように、設備や作業環境に影響を与えないための対策が必要となり、コストが増えるという面があります。
鋳物の切削加工は、二次加工であることから、すでに製造された鋳物の加工を行います。しかし、鋳造を行う企業により、製品品質にばらつきが発生しているケースが多く見られます。さらに、同じ企業で製造されたものでもロットごとに製品の品質にばらつきが生じることもあります。
また、補修のために溶接が行われている支給材もありますが、材質の硬さに不均一性が生じやすく加工が困難となることもあります。以上のように支給材料の品質が不安定であり、条件出しが難しいという面もあります。
材料の手配、すなわち鋳物の調達を行う際に工数や時間を要するという面もあります。これは、鋳造会社の選定が必要になるためです。この点から、材料手配に管理工数がかかってしまいます。さらに、近年では国内の鋳造会社が年々減少していることや海外移転などによって鋳物の供給先を確保することそのものが難しくなっている点も関係しているといわれています。

鋳物加工の品質とコストは、「鋳物の特性をどれだけ理解しているか」で決まります。
内部欠陥(巣)や材質の不均一性といったリスクを前提とし、それらを克服するための設備、工具選定、治具設計、そして何よりも加工ノウハウを持つ業者に依頼することが、結果的に希望する「品質・コスト・納期」を実現する鍵となります。
業者を選定する際は、単に見積もり価格の安さだけでなく、
といった点を、Webサイトや技術相談を通じて確認することが重要です。
鋳物加工の難しさを熟知し、一貫対応や専用設備で課題解決に取り組む企業は、有力な依頼先候補となるでしょう。「他社で断られた」「不良率を改善したい」といった課題を持つ場合は、一度相談してみる価値がありそうです。
鋳物加工は、鋳造で作られた鋳物部品を切削加工して表面をなめらかにするまでの一連の工程を意味しています。鋳造しただけの表面がざらついた状態を高精度のボーリング加工を行うことで設計通りの寸法に仕上げていきます。また、切削加工で穴あけや特殊形状の溝を加えるなどの二次加工も行います。
鋳物の切削加工は、内部欠陥が発生しやすい、硬さが1つの部品の中でも均一ではない、工具の摩耗が激しいなど簡単ではなく、対応している加工業者は多くありません。加工業者を選ぶときには、鋳物の特性を理解し、対応できる設備を有している、加工実績が豊富であるところを探しましょう。こちらのサイトでは、ボーリング加工業者の特徴や実績をまとめています。自社に合う加工業者を選ぶときの参考にしてください。
製造部品に応じた精度要求にしっかり応えられる、信頼性の高い技術や実績を持ったボーリング加工会社を選ぶことは、再検査・差戻しの工数を考慮すると、トータルコストの削減に繋がります。ここでは「治具ベース・鋳物」「大物部品」「アルミ加工部品」と用途が異なる部品分類に着目し、信頼できるおすすめの加工会社を厳選紹介します。

| 主な設備 | 5軸+5P マシニングセンタ[YASDA]YBM 8T-63TT |
|---|

| 主な設備 | 5面加工門形 マシニングセンタ[オークマ]MCR-A5C |
|---|
| 主な設備 | 5軸マシニングセンタ[松浦機械]MAM72-63V |
|---|
(※1)参照元:北條製作所( https://hojo-s.co.jp/about/)※2024年10月調査時点