航空宇宙部品では、穴の位置、真直度、同軸度、内径面の仕上がりが、組み付け精度や部品性能に関わります。ボーリング加工は、ドリル加工や鋳抜きなどで形成した下穴を、目的の内径寸法や面粗さへ仕上げる中ぐり加工です。本記事では、航空宇宙分野でボーリング加工が検討される部品、難削材加工の課題、品質保証、加工事例を解説します。
航空宇宙部品では、締結穴、軸受け穴、油路、冷却穴、治具基準穴など、穴の品質が組み付けや流体の通り方に影響する部位が多くあります。そのため、単に穴を広げるだけではなく、加工前の下穴状態、加工姿勢、工具の突き出し量、切削抵抗、測定方法まで含めて工程を設計することが求められます。
特にエンジン周辺部品や機体構造部品では、素材が高価で、再加工の余地が限られるケースがあります。初品段階から加工条件、検査方法、検査成績書の形式をすり合わせておくことで、量産移行時の品質ぶれを抑えやすくなります。
ボーリング加工では、穴径だけでなく、穴の真直度、入口と奥側の径差、内面のびびり、バリ、工具摩耗による寸法変化を管理します。長い穴や薄肉部品では、切削時のたわみや熱変位も考慮が必要です。マシニングセンタ、横中ぐり盤、ジグボーラーなど、部品サイズと精度要件に合う設備を選び、必要に応じて荒加工、応力除去、仕上げ加工、三次元測定を組み合わせます。
航空宇宙関連でボーリング加工が検討される代表的な部品には、タービンディスク、ケース、ハウジング、ブラケット、ギヤケース、ポンプ部品などがあります。エンジン周辺では高温環境や回転体に関わる部品が多く、穴位置のずれや内面の粗さが、組み付け、締結、流体、振動に影響する場合があります。
タンガロイの成功事例では、航空宇宙向けタービンブレードディスクに対し、Inconel 718を被削材として穴あけ工程の改善事例が紹介されています。穴径公差等級IT10、Ra0.8μm、穴深さ10mmという条件が示されており、真直度や面粗度を意識した穴加工が課題になることが分かります。
機体構造部品では、フレーム、リブ、プレート、治具部品、締結部周辺などで、穴位置と面精度の管理が求められます。軽量化を目的にアルミ合金やチタン合金が使われることもあり、薄肉形状ではクランプ方法によって変形が生じる可能性があります。また、航空宇宙産業の複合部品や測定機器に使われる低熱膨張材では、素材特性を理解した加工条件が必要です。
航空宇宙部品では、チタン合金、ニッケル基耐熱合金、インコネル、インバー、スーパーインバー、ステンレスなど、熱伝導率や加工硬化、工具摩耗の面で難しい素材が使われます。これらは切削熱が逃げにくい、工具の刃先に負荷がかかりやすい、仕上げ面にむしれが出やすいといった課題があります。
対策としては、剛性のある工具保持、適切な切削速度と送り、切りくず排出を考えたクーラント供給、工具摩耗を見込んだ測定頻度の設定が挙げられます。深穴ボーリングでは工具のたわみとびびりも注意点です。穴が深くなるほど刃先の状態を目視しにくく、入口側と奥側で寸法差が出ることがあるため、荒加工で余肉を管理し、仕上げ代を安定させることが重要です。
航空宇宙分野の調達では、加工精度だけでなく、材料証明、加工履歴、検査体制、外注工程の管理も確認対象になります。ボーリング加工を依頼する際は、図面公差、面粗さ、幾何公差、測定基準、検査成績書の形式を事前に共有しましょう。加工会社の保有設備だけでなく、難削材の経験、測定機器、品質記録の扱いも比較しておくと安心です。
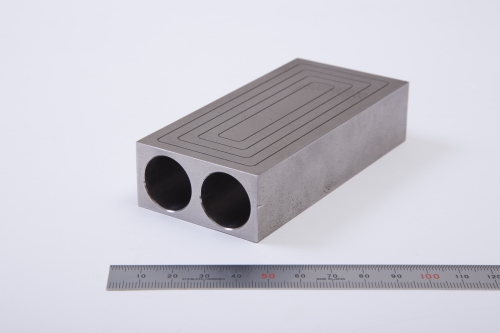
NCネットワーク掲載の城陽富士工業の事例では、インバーのブロックに幅0.5mm、深さ0.5mmの細溝加工と、側面のΦ20深穴ボーリングを行った内容が紹介されています。平行度10μmに仕上げることが可能とされ、インバーは航空宇宙産業の複合部品にも適した材質として説明されています。
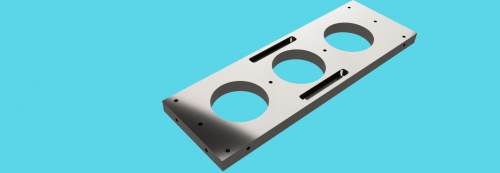
同社の別事例では、スーパーインバーのプレート部品に対して、穴加工、タップ加工、ボーリング加工、溝加工に対応した内容が紹介されています。低熱膨張材は寸法安定性が求められる用途で検討されるため、素材の入手性、加工条件、検査方法まで含めて相談できる加工会社を選ぶことがポイントです。
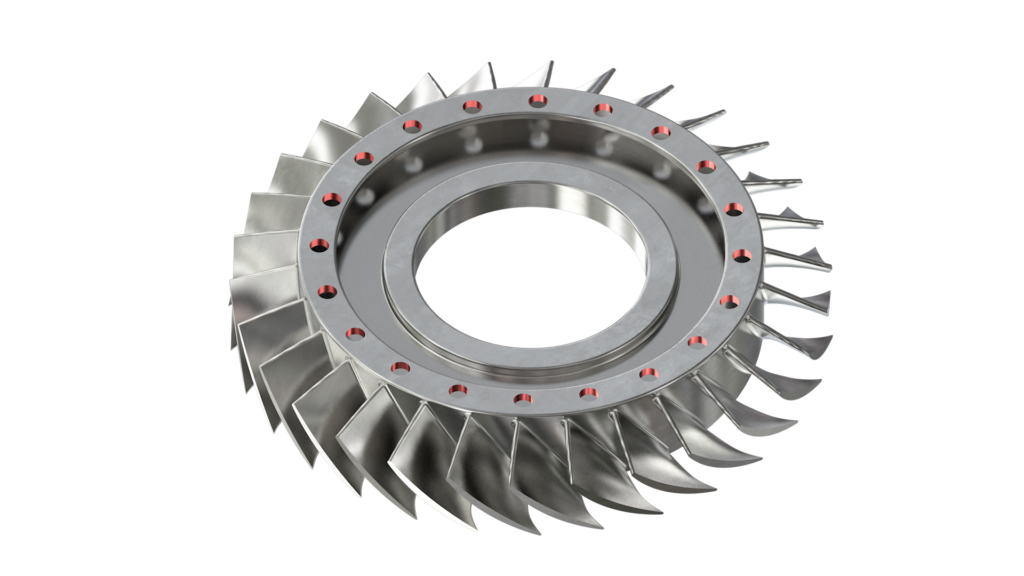
タンガロイの航空宇宙向け事例では、タービンブレードディスクの穴加工で、従来はドリル加工とボーリング加工の2工程を使っていた内容が紹介されています。被削材はInconel 718で、穴の真直度と面粗さを維持することが課題でした。工具や工程設計の見直しにより加工時間の改善が示されており、航空宇宙部品では穴加工の工程短縮と品質維持を同時に検討する必要があることが読み取れます。
航空宇宙部品のボーリング加工では、穴径だけでなく、真直度、面粗さ、同軸度、熱変位、素材特性まで踏まえた工程設計が重要です。タービンディスクやケース、プレート、計測関連部品など、対象部品によって必要な設備や検査体制は変わります。難削材や深穴加工を依頼する際は、加工実績、測定体制、検査書類、試作時の条件出しまで確認し、図面要求を共有したうえで相談しましょう。
製造部品に応じた精度要求にしっかり応えられる、信頼性の高い技術や実績を持ったボーリング加工会社を選ぶことは、再検査・差戻しの工数を考慮すると、トータルコストの削減に繋がります。ここでは「治具ベース・鋳物」「大物部品」「アルミ加工部品」と用途が異なる部品分類に着目し、信頼できるおすすめの加工会社を厳選紹介します。

| 主な設備 | 5軸+5P マシニングセンタ[YASDA]YBM 8T-63TT |
|---|

| 主な設備 | 5面加工門形 マシニングセンタ[オークマ]MCR-A5C |
|---|
| 主な設備 | 5軸マシニングセンタ[松浦機械]MAM72-63V |
|---|
(※1)参照元:北條製作所( https://hojo-s.co.jp/about/)※2024年10月調査時点